-

上海波丝实业有限公司
主营:防腐木木屋,防腐木生产厂家,防腐木凉亭,防腐木花架,防腐木地板,防腐木围栏

上海波丝实业有限公司
主营:防腐木木屋,防腐木生产厂家,防腐木凉亭,防腐木花架,防腐木地板,防腐木围栏 10
10

4初刨
干燥后的竹条需经四面刨进行四面精细刨削,刨去残留竹青、竹黄和粗刨留下的刀痕等,这样的处理后竹条与竹条才能胶合得很牢固,无裂缝,不开裂,不分层。竹条精刨后应进行分选,将加工尺寸不符合要求及色差大的竹条从生产线上剔除出去。
对竹条表面进行初步处理。表面刨青去黄,也就是去除竹皮和竹肉部分,只保留较中间的粗纤维层。传统竹制品是取整个筒状竹材弯曲成规定造型加工而成的,没有经过刨青去黄,表层的竹青也就是竹皮部分密度和粗纤维不同,在同一个干湿度条件下收缩变形率不同,所以*造成开裂。而竹黄也就是竹筒内壁的竹肉部分,含糖等营养成分较高,不去除也会*生虫霉变。
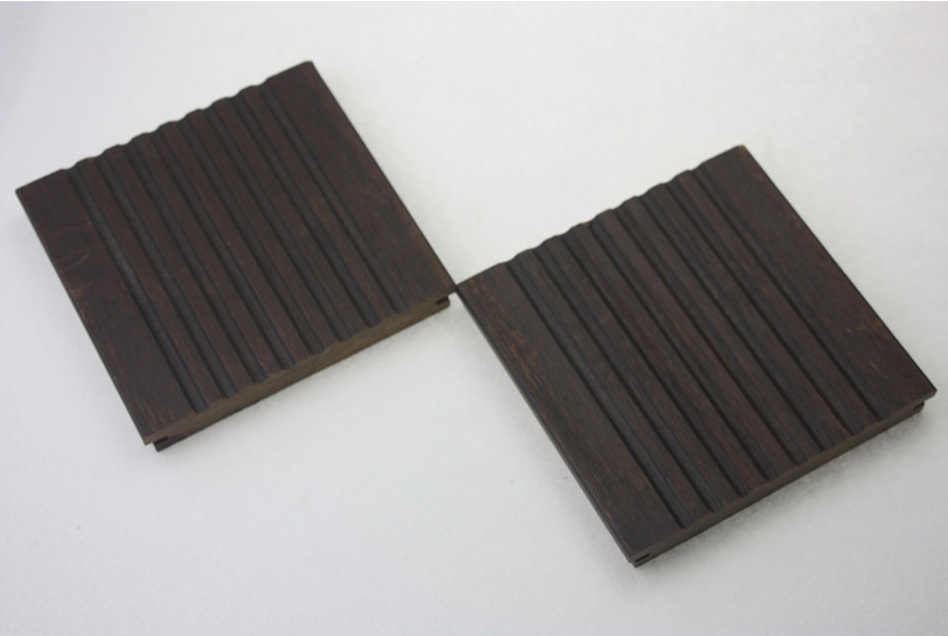
在厚度上由于竹材本身抗弯强度**木材,15mm厚的竹地板已有足够的抗弯、抗压和抗冲击强度,脚感也较好。有的制造商为迎合消费者越厚越好的心态,不去青、不去黄,竹片胶合后,虽然竹地板厚度可达17mm、18mm,但胶合强度不好,反倒*开裂。而质量上乘的竹地板则是将竹生两面竹青、竹黄粗刨去之后,为使竹片组坯胶合严密,还要对其进行精刨,厚度和宽度的公差应控制在0.1mm之内,用于粘连竹坯的胶黏剂也会在高温作用下*固化,胶合度较强。
9、胶合复压
涂胶及组坯:选优质的环保型胶粘剂,按规定涂胶量涂胶并涂均匀,再按所需规格将竹条组坯。
热压胶合:热压是关键工序,在规定的压力、温度和时间下,将板坯胶合成坯板,竹条表面光洁度、胶粘剂和热压条件对竹地板的胶合强度影响很大。
竹地板的胶合强度与木地板不同,它由多块竹片胶合压制而成。胶的质量、胶合的温度、压力及保温保压的时间都对胶合质量有影响。胶合强度不够的可能变形开裂。检验其胶合强度的简单方法是将一块地板放入水中浸泡或蒸煮。比较其膨胀、变形和开胶程度及所需时间。竹地板会不会变形、脱胶与胶合强度有较大的关系。
7、精刨
竹条精刨成所需要的规格
7、精刨
竹条精刨成所需要的规格
3、冲片
将原竹冲成规则的竹条
3、冲片
将原竹冲成规则的竹条
1、原竹检验
竹地板一般用毛竹做原料,但毛竹的力学性能与竹龄及取材部位有密切关系,竹龄小于4年,竹材内部成分的木质化程度不够,强度不稳定,干缩、湿胀率大,应选用5年以上的毛竹。竹子一般根部壁厚,梢部壁薄。因此,一般选用胸径大于10cm,壁厚7mm以上的杆形直的新鲜毛竹为原料。
5、蒸煮漂白或碳化
竹材的化学成分与木材基本相同,主要是纤维素、半纤维素、木质素和抽提物质。但竹材含有的蛋白质、糖类、淀粉类、脂肪和蜡质比木材多,在温湿度适宜的情况下,易遭虫、菌类的侵蚀,因此竹条在粗刨后需进行蒸煮处理(本色)或高温高湿的炭化处理(咖啡色),除去部分糖分、淀粉类等抽提物,处理时加入防虫剂、防腐剂等,杜绝虫类、菌类的滋生。
本色地板在温度90℃双氧水漂白,根具不同的壁厚漂白时间不同。4~5mm3.5小时,6~8mm4小时。
碳色地板是在高温高压下经过二次碳化程序加工而成。
二次炭化技术,将竹材中的虫卵、脂肪、糖份、蛋白质等养份全部炭化,使材质为轻,竹纤维呈 “空心砖”状排列,抗拉抗压强度及防水性能大大提高。
2、断料
毛竹是根部粗、**部细。将竹筒按照壁厚程度区分,截成规定长度。
8、品选
将竹条分选成不同的级别。
8、品选
将竹条分选成不同的级别。